
Metal Removal Process
By:- Shivam Naik
Anilkumar Patel
Aashish Sharmaundefined
Types of Technologies
Welding/Buring Technologies
Oxy-Fuel Welding
Process of welding or cutting metal workpice by means of fuel gases or oxygen.
Types of torches
Rose bud torch
Primarily used to heat materials to allow bending and straightnening.
Welding torch
Allows us to weld several materials, cracks and major fracturs in the metals. It consist of two pipes containg gaseoues fuels which are used to weld materials.
Injector torch
Consist of an oxygen flow with two gaseous fuels through the venturi effect along which allows to maintain an equilibriium between the amount of oxygen and gaseous fuels in the flow.

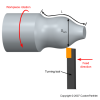
Cutting torch
Allows us to cut several materials. It consist of three pipes containg gaseoues fuels and an oxygen trigger which is used to cut materials.Element is preheated so as oxygen blast trigger is conducted, oxygen react with themetal forming metal oxides, reducing its strength and thereby cutting the worpiece.
Types of Fuels
Methylacetylene propadine gas (MPS) and MAPP
Butane, Propane and Propylene
Acetylene
Hydrogen
Gasoline
Plasma
Process of generating a direct flow of plasma from plasma jet which can be used for plasma cutting, sparying and plasma waste treatments. Plasma cutter generate high temperature and hence they are useful in generating thin and thick dimensions.
Laser
A Process of emmiting light through several loptical amplifiers on the metal surface primarily used for preciously cutting complex workpieces.
It mainly conists of stimulated emission of photon flow with certaing frequency,polarizationa and phase.
Machine Technologies
Broaching
Consist of toothed tool whcih is moved againsts the surface of workpiece. It allows better surfaces and dimensions
Types of Broaching Process
Surface Broaching
Methods consist of reciprocation of broachagainst the surface of the materials.
Internal Broaches
Method consist of broaching the internal surface of the holes in the workpiece
Rotary Broaching
Consist of roataing broach over the surface of the materials. It allows to construct complex and irregular holes over the surfaces without using broachnig machine.
Sawing
Circular saw
Roatating cutting balde used over workpiece
Band saw
Consist of a saw blade moving in continous loop over the workpiece
Hacksaw
Linear reciprocation of the blade over the workpiece
by a hydraulic drive frame.
Turning
Types of Cuts
Contour Turing
A turinng process which consist of rotating metal part with a cutting tool following a contour path on the metal surface formig contour.
Chamfering
Consist of a Metal part rotated aginst a cuting tool with a sharp edge, cutting the surface at an angle causing a formation of a chamfer.
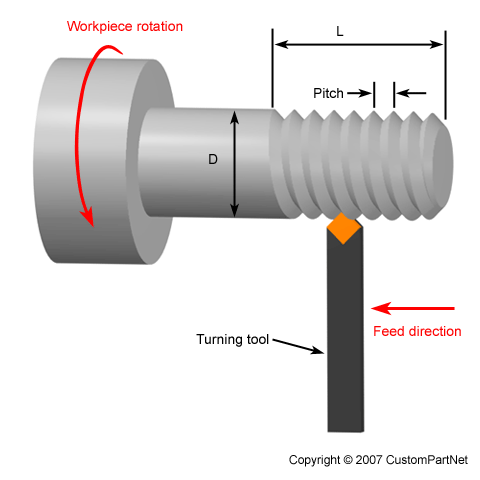
Threading
Consist of rotating metal part against the Pointed cuttng tool held parallel to the rotational axis causing threads in the work piece.
Facing
A method of rotating a metal part with a cutting tool held perpendicular to the rotational axis of the workpiece.
Cut Off
Radially holding a cutting tool to cut out the a part of the rotating workpiece
Workholding Method
Centre Drive
Face Plate
Chucks
Collet
Drilling
A method of contructing a holes with variable diameters, depths and shapes
Types of Processes
Deep hole Drilling
Conists of drawing holes with depth five times grreater than the diameter of the holes
Centre Drilling
Constructs a mark which represent the axis of rotation for the workpiece
Spot Drilliing
Constructs a hole as a mark which act as guide to conduct further drilling on the particularspot
Microdrilling
Conduct a process of drilling holes with diameter of less than 0.5mm
Gun Drilling
Consist of a special kind of cutting fluid compressed through the hollow structure of drill bit to the cutting metal surface.
Allows to drill hole with higher depth to diameter ratio.
Types of gun drilling
External chip removal type
Internal chip removal type
Trepanning
Allows to drill larger holes, whihc is usefull in making groves, and O rings.
Types of holes
Counter Boring
Through Holes
Blind holes
Reaming
Tapping
Milliing
A cutting process which consist of a milling cutter with mulitiple cutting edges held perpendincular to the direction of the workpiece fedding, which allows us to develop a planar surface, slots, grooves, and certain dimensional profiles
Types of milling processes
Peripheral Milling
A method which consist of axis of rotation of a milling cutter parallele to the workpiece feed. The proximity of the milling cutter teeth are at the periphery of the milling surface.
Types of Peripheral milling
Slab milling
Consist of a milling cutter with a width larger than the periphery of the workpiece. Allows to create a planar surface on the workpiece.
End milling
Consist of a cutting tool held vertically to the milling surface
with its diameter less than the width of workpiece causing a
slot in the part
Types of end milling
Pocket milling
Consist of a cutting tool creating a shallow feature
with certain depth.
Profile milling
Consist of rotating tool cutting on the periphery
of the workpiece.
Slotting
Consist of a milling cutter with a width smaller than the periphery of the workpiece. Allows to create a slots on the workpiece.
Face Milling
A process of milling consist of rotational axis of milling cutter perpendicular to the milling surface.
Types of face milling
Conventional Face milling
Surface countering
Consist of a cutting tool with a curved edge, which follows a curved path on the milling surface constructing a contour on the workpiece.
Types of milling machine
Ram type mill
Spindle can be allinged in both vertical and horizontal position
C-frame mill
Consist of more powerful hydraulic drive motors for integral power feeds
Column mill
Bench mounted mills
Turrent Mill
Spindle can be allinged at several posistion
Floor mill
Consist of a rotary table and horizontal running spindle parallel to the table
Bed mill
A conventional type of mill use in a industries
Mill Orientation
Horizontal mill
Consist of the rotational axis of cutting tool held horizontal
Vertical mill
Consist of the rotational axis of cutting tool held vertical
Boring
Consist of cutting the internal features of the drilled workpiece.
Types of Boring
Back Boring
Line boring
Erosion Technologies
Electric Discharge Machining (EDM)
A method of removing a part of the materials by conducting a a series of sub sequently occuring discharge (spark) on the workpiece. This process requires two electrodes seperated by a dielectric liquid which consist of intense electric fields.
Types of Process
Sinker (EDM)
Consist of workpiece and a electrode tool connected to a power supply which acts as anode and cathode in the system respectively. Dielectric fluid in the system act as ionizing channel which generates sparks as the apower supply is passed through in the operating system.
Wire (EDM)
A process of a drawing wire slowly on the surafce of the workpiece with a predetermined path. The system consist of a dielectric fluid between the wire and the workpiece acting as a plasmic channel in the gap developing million sparks per second. This Process allows to cut the workpiece with high thickness and construct most complicated structure preciously.
Water Jet
A process of removal of material by means of water jets running water at high velocity on the material workpiece.
Manual Technologies
Chisel
Shear
Snip
Saw
Final Product to be extracted
Design of the final product
Dimensional Accuracy
Length,Width,Height,Weight,Volume and Area
of the material to be extracted.
Internal and external thickness of the holes,
and pocket profiles
Limits and allowance
Complex profiles
Surface finishing
Clearance
Tolerance
Fittings
Edges
Material Requirements
Metal: Ferrous and non ferrous
Non-metals
Ceramics
Polymers
Alloys
Wood
Cutting Parameters
Design of the cutting Tool
Precise geometry according to product
requirements
Diameter to Depth Ratio
Radial Depths
Sharp Edges
Axial depths
Cutting Speed
Drill speed
Saw speed
Roational
Linear Reciprocating
Circular Loop
Milling Cutter speed
Water Jet speed
Broach Speed
Cutting feed
Reciprocating Feed
Feeds of workpiece in milling, drilling
Boring and Broaching operations
Roational Feed
Feeds of workpiece in turining operations
Cutting fluids
Required chemical properties
Higher visconsity
Lubricator
Fluid Film
Collant
Types of cutting fluids
Glysol-Water Emulsion
Water-Oil emulsions
Aerosal
Pastes
Gels
Oil
Machinability
Ease of chip disposal
Better Mechanical Properties
Thermal Stability
Surface Finshing
Strength
Ductility
Tool Life
Force and Power exerted on the Tool
Cutting temperature
Cutting speed
Tool wear
Crater Wear
Flank wear
Edge Wear
Tooling
Turining process requirements
Angle and sizes of cutting tool
Angle of cutting tool
Cutting edge angle
Nose radius angle
Side Rand angle
Relief angle
Rank angle
Sizes of Cutting tool
Square Shape
V- Shape
Workhold method tolling
Drive Centre
Face Plate
Chuck
Jawed chuks

Seld Centering

Independent Jaw
Drill Chuck
Electrostatic
Magnetic
Ferrous
Collet
Milling process requirements
Horizontal Milling cutters
Staggered Tooth
Form Relieved
Double angle
Helical
Vertical milling cutters
Flate End
Chamfer
Ball End
Reamer
Twist
Face
Tap
EDM Requirements
Sinker EDM
EDM fluid and filters

Orbiting cut system

Electrode Holder
Rotating Spindle
Magnetic Chuck
Wire EDM
Cleanre and Filters
Dielectric fluids
EDM wires
Machining
AutoCAD and 3D mechincal CAD softwares
Computer-Aided Design (CAM)
CNC drive operation
Direct Numerical Control (DNC) drives
Allows to network several CNC machines
operating in sequence. It provides larger
memory space in the control and can
transfer the amount of data to each operating
CNC system in a manufacturing process
Design for Manufacturablity (DFM) drives
Alllows to fix design flaws in the CNC operations
Milling machines
Base and columes
Table
Saddle
Knee
Lathe Machines
Head Stock
Lock Knob
Tail Stock
Tool Rest
Spindle
Centre
Revolving centre
Spring centre
Drive Centre
Dead Centre
Soft Centre
Pipe centre
Cup centre
Bed
Drill Presses
Gear Head Drill Press
Radial arm drill press
Mill Press
Costs
Material Costs
Shape and size of the stock
Quantity of stock per unit
Method of cutting
Production Costs
Time required for production
Total Production of stocks
Total replacement time
Set up time
Load time
Cut time
Idle time
Mainatainece Costs
Inspection of the cutting tools, machines, equipments and accessiories
Team management
Cleaning
Tolliing costs
Number of cutting tools required for the operations
Cutting speed
Life time of tools
Cutting speed
Cuttnig time
Posibilities of defects
Programming errors in CNC,DNC and DFM's
Defect in the machines, tooling
and equipments
Minor fractures in the face plates,chucks,collets
and drives.
Disallingment of rotaional axis of the cutters
Incorrect positioning of the workpiece
Errors in the design Structure
Incorrect cutting Parameters
Defective cutters
Human Errors