PROGRAMACION DE CONTROL NUMERICO ISO STANDARD
funciones M (auxiliares)
Estas funciones producen acciones como arranncar o detener el husillo o detener el suministro de liquido refrigerante
Estas son las funciones auxiliares mas utilizadas
M00 PARADA DEL PROGRAMA
M01 PARADA CONDICIONAL DEL PROGRAMA
M02 FINAL DEL PROGRAMA
M03 ARRANQUE DEL HUSILLO EN SENTIDO HORARIO
M04 ARRANQUE DEL HUSILLO EN SENTIDO ANTI HORARIO
M05 PARADA DEL HUSILLO
M06 CAMBIO DE HERRAMIENTA
M30 DINAL DEL PROGRAMA CON RESPECTO A LAS VARIABLES
G00 POSICIONAMIENTO RAPIDO
S on los desplazamietos segun el plano de seguridad a la maxima velocidad de la maquina este es el plano definido por una cota en el plano z que aseguira que la herramienta podra dezplazarse sin chocar con algun obstaculo
G01 INTERPOLACION LINEAL
Pueden ser movimientos con variacion simultanea en los tres ejes, esto significa que pueden ser trayectorias espaciales no paralelas a ninguno de los ejes
G02 Y G03 INTERPOLACIONES CIRCULARES
Son trayectorias segun arcos de circunferencia . Solo pueden ejecutarse en un plano determinado XY, XZ O YZ
G05 ARISTA MATADA
Cuando se incluye este comando en un bloque de CNC comienza la ejecucion del bloque siguiente durante el periodo de desaceleracion del bloque anterior, el resultado es un empalme de trayectorias que producen un redondeo.
G07 ARISTA VIVA
Esta funcion determina que un bloque no sea iniciado hasta que las cotas del bloque anterios no hayan sido alcanzadas.
G08 TRAYECTORIA TAGENTE A LA ANTERIOR
Permite programar un arco tangete a una trayectoria anterior sin aplicar G02/G03 no es modal no permite circulos complejos.

G09 TRAYECTORIA CIRCULAR DEFINIDA POR TRES PUNTOS
Permite programar un arco definiendo el punto final y un punto intermedio. El punto incial es el definido por el bloque anterior

G40 D41 Y G42 COMPENZACINO DE RADIOS DE LA HERRAMIENTA
Sn comando los cuales tienen ya determinadas medidas dentro de su programacion interna de los cual nosotros nos debemos de encargar de colocar la herramienta correcta para que cuando se ejecute este codigo ya este parameytrisado dentro del maquinado
G53 A G59 TRASLADOS DE ORIGEN
En ciertos trabajos de mecanizadp puede resultar util trasladar el origen de coordenadas a otro punto de la pieza. por ejemplo cuando se requiere repetir una forma en otro lugar normalmente en un unico programa se pueden incluir hast 7 cambios de origen
G72 FACTOR DE ESCALADO
Permite agrandar o achicar las dimenciones de una pieza sin cambiar el progrma.
G73 ROTACION DEL SISTEMA DE COORDENADAS
Esta funcion permite reproducir un mecanizadp programado rotandolo respecto del origen de coordenadas.
CICLOS FIJOS
Los ciclos fijos permiten en un unico bloque, definir una serie de operaciones ciclicas propias de un mecanizado determinado. los ciclos fijos mas comunes son los taladrados y los de cajera.
BLOQUES CONDICIONALES
Estos bloques sirven para programar paradas para inspecciones detrabajo, cambios de herramienta, y se determina agregando un numero despuies del puntopluego del numero de bloque
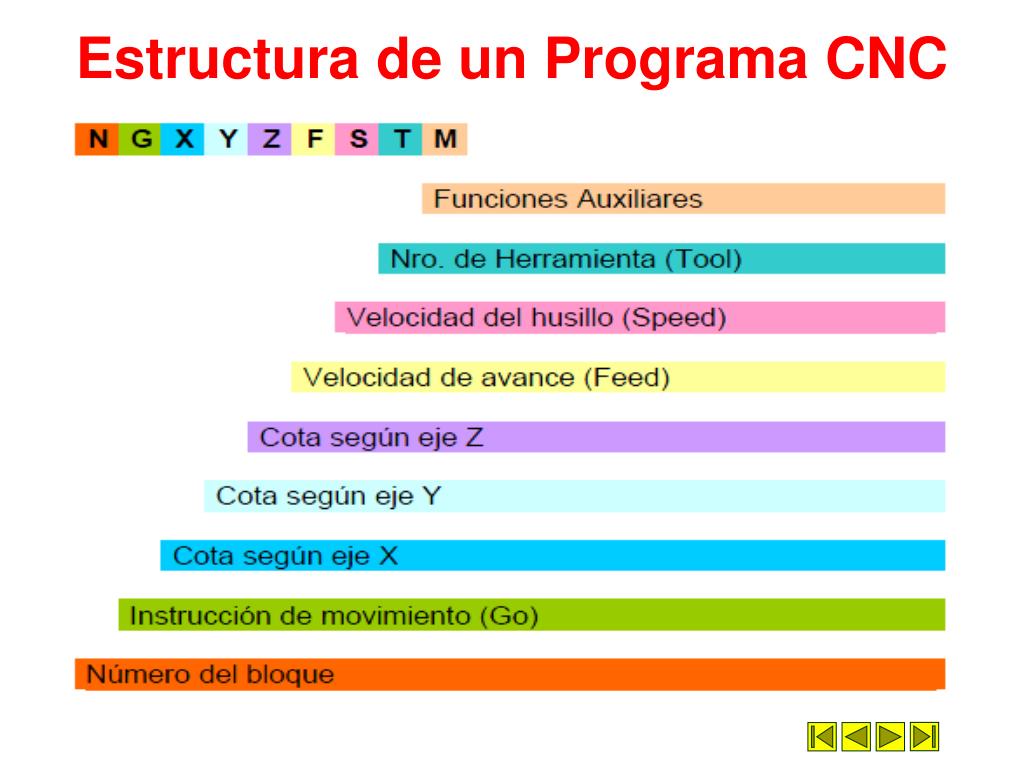
ESTRUCTURA DE UN BLOQUE DE PROGRAMACIÓN CNC
INSTRUCCIONES DE MOVIMIENTOS O PREPARATORIAS (FUNCIONES G)
G00 * ** POSICIONAMIENTO RAPIDO
G01 ** INTERPOLACION LINAL
G02 ** INTERPOLACION CIRCULAR EN SENTIDO HORARIO
G03 ** INTERPOLACION CIRCULAR SENTIDO ANTIHORARIO
G04 TEMPORIZACION
G05 * ** ARISTA MATADA
G06 INTERPOLACION CIRCULAR CON CENTRO EN ABSOLUTAS
G07 * ** ARISTA VIVA
G08 ARCO TANGENTE A LA TRAYECTORIA ANTERIOR
G09 INTERPOLACION DEFINIDA POR TRES PUNTOS
G10 * ** ANULACION DE IMAGEN DE ESPEJO
(*) son las intrucciones que por defecto asume el control numerico cuando se inicia
(**) modal es una intruccion que permanece activa una vez que se activa hasta ser reemplazada por otra instruccion
G10, G11, G12, Y G13 IMAGENES DE ESPEJO
Este tipo de funcioones son ayudas que somplifican la programacion del cnc qu en este caso permiten obtener simetrias sin tener que programar todos los movimientos.
G31 Y G32 GUARDAR Y RECUPERAR ORIGEN DE COORDENADAS
G31 permite guardar al origen de coordenadas que se este utilizando para establecer un nuevo origen con G35/G59. En este caso den ser necesario volver al origen inicial se programara un G32.
G36 REDINDEO CONTROLADO DE ARISTAS
Permite redondear inflexiones de la trayectoria en forma controlada son necesidad de programar interpolaciones circulares.
G37 ENTERADA TANGENCIAL
Esta funcino permite empalmar tangencialmente la trayectoria definida en el bloque siguente, Se utiliza para evitar que las herramientas dejen marcas indeseables en la pieza.
G38 SALIDA TANGENCIAL
Permite salir tangencialmente de una trayectoria. Se utiliza para evitar que la herramienta deje marcas indeseables.
G39 ACHAFLANADO
Esta funcion pérmite empalmar dos trayectorias rectas mediante una tercera, tambien recta, sin necesidad de calcular los puntos de interseccion.
G83 TALADRADO PROFUNDO
Este tipo de cilo fijo se aplica cuando, por la profundidad de la perforacion, es necesario levantar ciclicamente la broca para que se decarge la viruta
CICLOS FIJOS DE CAJERAS
Se denominan cajeras a las operaciones de vaciado de formas cerradas pueden ser rectangulares o circulares. En estas operaciones la herramienta no solo recorre el contorno de la figura sino que adema realiza todos los movimientos necesarios para retirar el material comprendido dentro de la figura