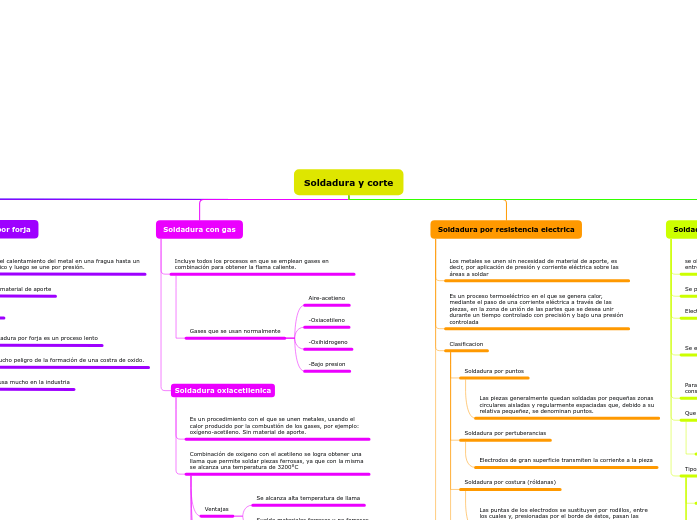
Soldadura y corte
Principios fundamentales
Soldar
Unión de dos o más metales asegurando la continuidad da la materia.
Soldeo
Proceso de soldeo, ciclo térmico fusión localizada y tratamiento térmico.
Soldadura
Resultado del proceso de soldeo
Definicion
“Proceso de unión que produce la coalescencia de materiales calentándolos a la temperatura de soldadura, con o sin la aplicación de presión sola y con o sin el uso de metal de aportación”
La soldadura es un proceso de manufactura
en constante evolucion
Soldadura fuerte
Se introduce una aleación no ferrosa en estado líquido entre las piezas del metal a unir y se deja solidificar.
El material de aporte, tiene su temperatura de fusión superior a los 430ºC
Clasificacion de como se aplica el material
Inmersión.
El metal de aporte fundido se introduce entre las dos piezas que se van a unir
Horno
El metal de aporte sólido, se pone entre las piezas a unir, estas se calientan en un horno, para que con la temperatura se derrita al metal
Soplete
El calor se aplica con un soplete de manera local en las partes del metal a unir, el metal de aporte en forma de alambre se derrite en la junta.
Electricidad
La temperatura de las partes a unir y del metal de aporte se puede lograr por medio de resistencia a la corriente, por inducción o por arco, en los tres métodos el calentamiento se da por el paso de la corriente entre las piezas metálicas a unir.
Soldadura blanda
Es la unión de dos o más piezas de metal por medio de una metal diferente que se aplica entre ellas en estado líquido, a una temperatura que no excede de los 430ºC.
Utilizan principalmente aleaciones de plomo y estaño
Es utilizado para la unión de piezas que no estarán sometidas a grandes cargas o fuerzas.
Algunas aplicaciones
Hilos bobinados en carretes
Varillas
Bolas
Discos y arandelas
Tipos mas comunes desoldadores
Soldador miniatura (de lápiz)
Soldador temperatura controlada,
Soldador de pistola,
Soldador de martillo.
Soldador automático
Estación de solde
Soldadura por forja
Consiste en el calentamiento del metal en una fragua hasta un estado plástico y luego se une por presión.
No requiere material de aporte
Desventajas
La soldadura por forja es un proceso lento
Hay mucho peligro de la formación de una costra de oxido.
No se usa mucho en la industria
Soldadura con gas
Incluye todos los procesos en que se emplean gases en combinación para obtener la flama caliente.
Gases que se usan normalmente
Aire-acetieno
-Oxiacetileno
-Oxihidrogeno
-Bajo presion
Soldadura oxiacetilenica
Es un procedimiento con el que se unen metales, usando el calor producido por la combustión de los gases, por ejemplo: oxígeno-acetileno. Sin material de aporte.
Combinación de oxigeno con el acetileno se logra obtener una llama que permite soldar piezas ferrosas, ya que con la misma se alcanza una temperatura de 3200°C
Ventajas
Se alcanza alta temperatura de llama
Suelda materiales ferrosos y no ferrosos
Desventajas
Es un proceso más caro que el de oxígeno –propano.
Equipo
Cilindro de Oxígeno
Cilindro de acetileno
Válvulas
Regulador para Oxigeno
Regulador para acetileno
Mangueras
Soplete
boquilla
Carro Transporte
Tipos de llama
Llama neutra
Proporcion correcta
Llama oxidante
Mas oxigeno que acetileno
Llama reductora
Mas acetileno que oxigeno
Soldadura por resistencia electrica
Los metales se unen sin necesidad de material de aporte, es decir, por aplicación de presión y corriente eléctrica sobre las áreas a soldar
Es un proceso termoeléctrico en el que se genera calor, mediante el paso de una corriente eléctrica a través de las piezas, en la zona de unión de las partes que se desea unir durante un tiempo controlado con precisión y bajo una presión controlada
Clasificacion
Soldadura por puntos
Las piezas generalmente quedan soldadas por pequeñas zonas circulares aisladas y regularmente espaciadas que, debido a su relativa pequeñez, se denominan puntos.
Soldadura por pertuberancias
Electrodos de gran superficie transmiten la corriente a la pieza
Soldadura por costura (róldanas)
Las puntas de los electrodos se sustituyen por rodillos, entre los cuales y, presionadas por el borde de éstos, pasan las piezas a soldar
Soldadura a tope
Consiste en aliner las partes a soldar de modo que se junten a tope y se calienta por resistencia en esta zona
Ventajas
Tiempo de proceso muy corto
Limpio y ecologico
No requiere consumibles
Soldadura por arco .
se obtiene por medio del calor producido por un arco eléctrico entre la pieza y el electrodo.
Se puede utilizar CA o CD.
Electrodo también sirve de metal de aporte
Se efectúa formando un arco eléctrico entre 2 electrodos
Pieza de trabajo (metal de base)
Varilla (denominada electrodo)
Para la soldadura efectiva por arco, se requiere una corriente constante
Que es un electrodo
Son varillas metálicas preparadas para servir como polo del circuito
Tipos de proceso de soldadura por arco eléctrico
Con núcleo fundente (FCAW).
* Con núcleo fundente auto protegido.
De tungsteno con gas (GTAW o TIG).
Es aquella en la que el electrodo de la máquina es de tungsteno, por lo que el metal de aporte se debe añadir por separado.
Ventajas
soldaduras excepcionalmente limpias
No produce escoria
solda casi todo tipo de metales
Se utiliza principalmente para soldar aluminio, y aceros inoxidables
Metálico con gas (GMAW o MIG).
Es la que el electrodo es de un metal que se utiliza como metal de aporte, por lo que este sistema es considerado como un proceso de soldadura continua.
Ventajas
es un proceso versátil
Se usa en espesores delgados y
medios
Metálico protegido (SMAW).
Sumergido (SAW)
Corte con gas oxicombustible (OFC)
Separa o elimina metal mediante la reacción química de oxígeno con el metal a temperaturas elevadas
La operación de corte la realiza el chorro de oxígeno
El gas combustible puede ser acetileno, propano, gas natural o gases mezcla
Corte por arco de plasma (PAC)
Separa metal empleando un arco constreñido para fundir un área localizada de la pieza de trabajo, que al mismo tiempo elimine el material derretido con un chorro de alta velocidad de gas ionizado que sale por el orificio de constricción.
Temperaturas de 10 000° a 14
000°C.