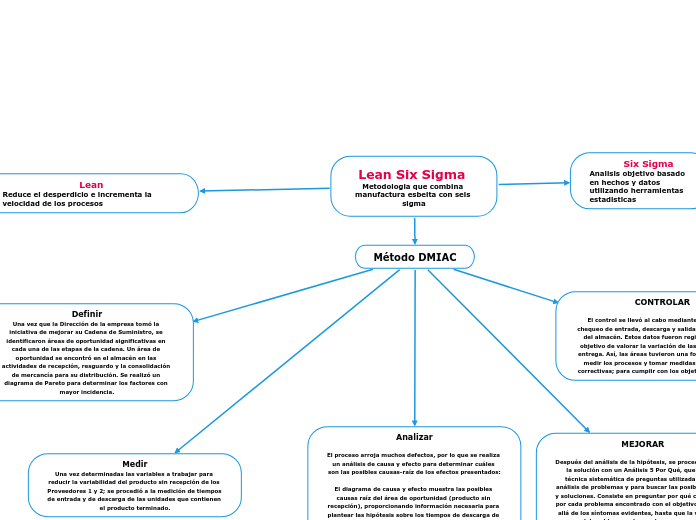
Lean Six Sigma Metodologia que combina manufactura esbelta con seis sigma
Six Sigma Analisis objetivo basado en hechos y datos utilizando herramientas estadisticas
Método DMIAC
Definir
Una vez que la Dirección de la empresa tomó la iniciativa de mejorar su Cadena de Suministro, se identificaron áreas de oportunidad significativas en cada una de las etapas de la cadena. Un área de oportunidad se encontró en el almacén en las actividades de recepción, resguardo y la consolidación de mercancía para su distribución. Se realizó un diagrama de Pareto para determinar los factores con mayor incidencia.
Desperdicios
Sobreproduccion
Transporte
Tiempo espera
Exceso proceso
Inventario
Movimientos
Defectos producto
Talento subutilizado
Analizar
El proceso arroja muchos defectos, por lo que se realiza un análisis de causa y efecto para determinar cuáles son las posibles causas-raíz de los efectos presentados:
El diagrama de causa y efecto muestra las posibles causas raíz del área de oportunidad (producto sin recepción), proporcionando información necesaria para plantear las hipótesis sobre los tiempos de descarga de los operarios y sobre los métodos de acomodo del producto
CONTROLAR
El control se llevó al cabo mediante una hoja de chequeo de entrada, descarga y salida de las unidades del almacén. Estos datos fueron registrados con el objetivo de valorar la variación de las frecuencias de entrega. Así, las áreas tuvieron una forma tangible de medir los procesos y tomar medidas preventivas o correctivas; para cumplir con los objetivos planteados.
MEJORAR
Después del análisis de la hipótesis, se procede a buscar la solución con un Análisis 5 Por Qué, que es una técnica sistemática de preguntas utilizada para el análisis de problemas y para buscar las posibles causas y soluciones. Consiste en preguntar por qué cinco veces, por cada problema encontrado con el objetivo de ir más allá de los síntomas evidentes, hasta que la verdadera causa del problema se torne clara y se encuentre la solución más efectiva
Medir
Una vez determinadas las variables a trabajar para reducir la variabilidad del producto sin recepción de los Proveedores 1 y 2; se procedió a la medición de tiempos de entrada y de descarga de las unidades que contienen el producto terminado.