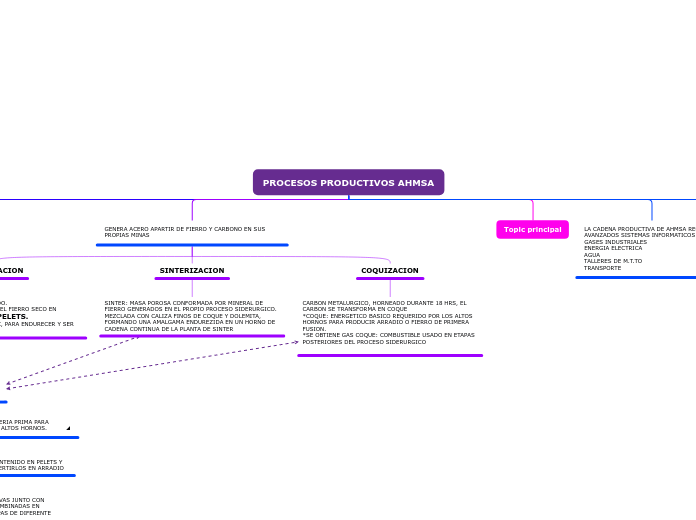
PROCESOS PRODUCTIVOS AHMSA
Topic principal
Topic principal
GENERA ACERO APARTIR DE FIERRO Y CARBONO EN SUS PROPIAS MINAS
PELETIZACION
EL FIERRO SE SOMETE A FILTRADO.
* SE RECUPERA EL AGUA Y SALE EL FIERRO SECO EN
FORMA DE ESFERAS LLAMADAS PELETS.
* EL PELETS DE HORNE A 1300°C, PARA ENDURECER Y SER ENVIADO A LOS ALTOS HORNOS.
SINTERIZACION
SINTER: MASA POROSA CONFORMADA POR MINERAL DE FIERRO GENERADOS EN EL PROPIO PROCESO SIDERURGICO. MEZCLADA CON CALIZA FINOS DE COQUE Y DOLEMITA, FORMANDO UNA AMALGAMA ENDUREZIDA EN UN HORNO DE CADENA CONTINUA DE LA PLANTA DE SINTER
COQUIZACION
CARBON METALURGICO, HORNEADO DURANTE 18 HRS, EL CARBON SE TRANSFORMA EN COQUE
*COQUE: ENERGETICO BASICO REQUERIDO POR LOS ALTOS HORNOS PARA PRODUCIR ARRADIO O FIERRO DE PRIMERA FUSION.
*SE OBTIENE GAS COQUE: COMBUSTIBLE USADO EN ETAPAS POSTERIORES DEL PROCESO SIDERURGICO
Topic principal
LA CADENA PRODUCTIVA DE AHMSA REQUIERE:
AVANZADOS SISTEMAS INFORMATICOS
GASES INDUSTRIALES
ENERGIA ELECTRICA
AGUA
TALLERES DE M.T.TO
TRANSPORTE
UNIDADES PARA PRODUCIR:
OXIGENO
ARGÓN
NITRÓGENO
PLANTA DE T.TO AGUA CRUDA, INDUSTRIAL O SANITARIA
ARABIO
FIERRO Y CARBON PROCESADO, MATERIA PRIMA PARA GENERAR ARRADIO. SE ENVIA A LOS ALTOS HORNOS.
*SE REDUCE EL OXIDO DE FIERRO CONTENIDO EN PELETS Y SINTER PARA PRODUCIRLOS Y CONVERTIRLOS EN ARRADIO
*SE REDUCE EL OXIDO DE FIERRO CONTENIDO EN PELETS Y SINTER PARA PRODUCIRLOS Y CONVERTIRLOS EN ARRADIO
* ALMACENADOS EN UNA CAJA DE TOLVAS JUNTO CON CALIZAS, DOLOMITAS Y COQUES, COMBINADAS EN CANTIDADES PRECISAS FORMAN CAPAS DE DIFERENTE ESPESOR
^
SE REDUCE EL OXIDO DE FIERRO CONTENIDO EN PELETS Y SINTER PARA PRODUCIRLOS Y CONVERTIRLOS EN ARRADIO
ALMACENADOS EN UNA CAJA DE TOLVAS JUNTO CON CALIZAS, DOLOMITAS Y COQUES, COMBINADAS EN CANTIDADES PRECISAS FORMAN CAPAS DE DIFERENTE ESPESOR
PLANTA SULFURADORA
ELIMINAR CONTENIDO DE AZUFRE. SE APLICA AL ARRABIO CARBURO DE CALCIO Y MAGNESIO
*SUBPRODUCTO DEL PROCESO DE FUNDICION, LA ESCORIA GENERADA DURANTE AL FUSION DE DEPOSITA EN PILETAS Y ENFRIA CON AGUA, PARA POSTERIORMENTE SER ALMACENADA
ARABIO EN ACERO
ACELERACION CON BASE EN OXIGENO (BOF)
*CARGA DE CHATARRA EN LOS CONVERTIDORES
LA CHATARRA EN CANTIDAD EXACTA, SE VACIA AL CONVERTIDOR DE ARRADIO LIQUIDO; A TRAVES DE ELLOS OPERADOS POR GRUAS VIAJERAS.
*SE REFINA INYECTANDO A LA MEZCLA OXIGENO, ARGON Y NITROGENO. POR TUBOS CONOCIDOS COMO LANZAS, ARRIBA Y ABAJO DEL CONVERTIDOR
EN 45 MINUSTOS SE FORMA EL ACERO LIQUIDO.
*AL ACERO SE LE ADICIONA FERRO ALINEACIONES CON EL FIN DE AJUSTAR SU COMPOSICIÓN QUÍMICA, DE ACUERDO A LOS REQUERIMIENTOS DEL CLIENTE
HORNO DE ACERO ELECTRICO
*SE REALIZA A PARTIR DE UNA MEZCLA DE CHATARRA, BRIQUETA DE HIERRO O ARRADIO LIQUIDO.
*LA CAHTARRA Y BRIQUETA SON CARGADAS CON CESTAS, MIENTRAS EL ARRADIO EL TRANSPORTADO POR UNA CANALON AL HORNO, DONDE 3 ELETRODO DE DE GRAFITO PROPORCIONAN ENERGIA ELECTRICA
*140MWT: FUNDIR LA CARGA Y PRODUCIR ACERO ES VACIADA EN OLLAS ESPECIALES.
*EL ACERO LIQUIDO DE AMBOS SISTEMAS PASA A LA ESTACION DE TRATAMIENTO SECUNDARIO, METALURGIA SECUNDARIA DE OLLA O RECALENTAMIENTO QUIMICO.
*SE PUEDE PROCESA EN LA ESTACION DUAL DE DESGACIFICADO, PARA REDUCIR CONTENIDO DE HIDROGENO Y CARBON. PARA APLICACION DE MAYORES REQUERIMIENTOS.
*COLADA CONTINUA: EL ACERO LIQUIDO SE TRANSFORMA EN PLANCHA.
*EN ESE PROCESO AL PASAR ATRAVES DE UNA SERIE DE RODILLOS CON SISTEMA DE ENFRIAMIENTO, EMPIEZA A SOLIDIFICARSE HASTA FORMAR EL PLANCHON QUE ES CORTADO POR OXIGAS.
*EL PLANCHON DE ACERO SE PRODUCE EN DIFERENTE ESPESORES, ANCHO, LONGITUD Y PESO.
*CADA ´PIEZA ES IDENTIFICADA CON UNA MARCA PARA EL PROCESO DE LAMINACION EN CALIENTE
LAMINACION EN CALIENTE
LINEA DE TIRAS: CUENTA CON UNA TIRA QUE GENERA CINTA DE ACERO EN ROLLO
*CUENTA CON DOS MOLINOS REVERSIBLES, GENERANDO UNA PLACA ANCHA EN EL ESPESOR Y ANCHO REQUERIDO
*EL PLANCHO ES PROCESADO PARA LA PRODUCCIÓN DE LAMINA ROLADA EN CALIENTE.
EL PLANCHON ES REDUCIDO EN UN MOLINO UNIVERSAL REVERSIBLE HASTA UN ESPESOR DE 2 PULGADAS.
EN EL M.STANT SE DISMINULLE UNA PULGADA
EL ESPESOR FINAL REQUERIDO POR EL CLIENTE SE OBTIENE EN UN TREN DE LAMINACION DE 6 CASTILLOS.
ROLLO VERDE: SISTEMA DE ENFRIAMIENTO Y ENROLLADO
SE DESTINA DIRECTAMENTE A CLIENTES O PASA A OTRO PROCESO EN LOS DEPARTAMENTOS DE LAMINACIÓN EN FRIO.
LAMINACION EN FRIO
SE DISMINUYE EL ESPESOR DE LA LAMINA
SE MODIFICA Y MEJORA SUS PROPIEDADES FISICAS
DECAPADO
PARA ELIMINAR OXIDOS MEDIANTE UNA SOLUCION CON BASE EN ACIDO CLORIDRICO
LA CINTA ES REDUCIDA A TEMPERATURA AMBIENTE EN DIFERENTES MOLINOS, A FIN DE DISMINUIR PAULATINAMENTE SU ESPESOR Y ALCANZAR LAS ESPECIFICACIONES DESEADAS
AHMSA
CUENTA ADICONALMENTE CON LINEAS DE SKINPASS Y TENSONIVELADO.
DAN MAYOR CALIDAD SUPERFICIAL A LA LAMINACION EN CALIENTE Y FRIO.
SE LOGRA MAYOR UNIFORMIDAD EN EL ESPESOR. REQUISITO INDESPENSABLE DE LOS FABRICANTES: AUTOMOTRIZ, LINEA BLANCA Y ACEROS ELECTRICOS.
AHMSA PRODUCE ADEMAS, HOJALATA Y LAMINADA CROMADA; ACEROS DESTINADOS PRINCIPALMENTE EN LA FABRICACION DE EMBASES METALICOS
EN AMBOS CASOS LA LAMINA ROLADA EN FRIO SE SOMETE A RECUBRIMIENTO ELECTROLITICO DE ESTAÑO Y CROMO
LINEAS DE PLACA PARA PRODUCIR EN HOJAS O ROLLOS
*PLANCHA DE 8 PULGADAS, LAMINADA EN MOLINA REVERSIBLE STECKEL Y LA CINTA DE ACERO SE ALMACENA TEMPORALMENTE EN HORNO DE CAJA CERRADA
*POSTERIORMENTE UN MOLINO EDGER REDUCE EL ANCHO DE LA CINTA PARA PRODUCIR PLACA EN HOJA O ROLLO
LINEA DE NORMALIZADO
MEDIANTE TRATAMIENTO TERMICO SE OBTIENE UNA ESTRUCTURA GRANULAR UNIFORME Y MAYOR DUREZA DEL ACERO