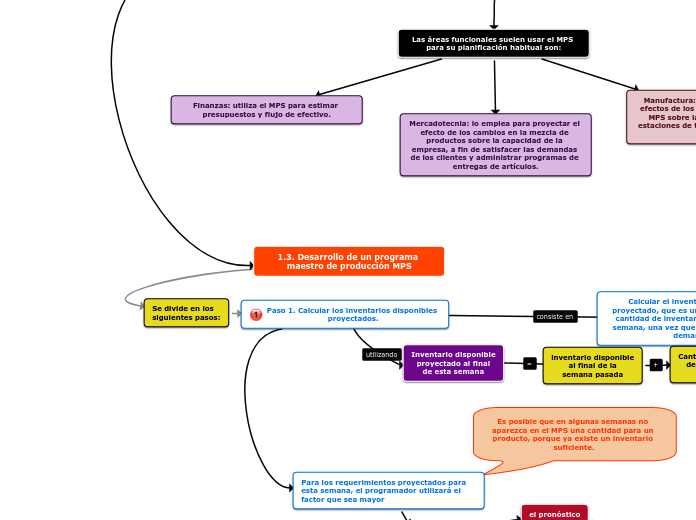
1.3. Desarrollo de un programa maestro de producción MPS
Se divide en los
siguientes pasos:
Paso 1. Calcular los inventarios disponibles proyectados.
Calcular el inventario disponible proyectado, que es una estimación de la cantidad de inventario disponible cada semana, una vez que se ha satisfecho la demanda.
Inventario disponible
proyectado al final
de esta semana
inventario disponible
al final de la
semana pasada
Cantidad que según el MPS
debe haber al principio
de esta semana
Requerimientos proyectados
para esta semana
Para los requerimientos proyectados para esta semana, el programador utilizará el factor que sea mayor
ya sea
el pronóstico
pero
Si los pedidos reales registrados superan el pronóstico, la proyección será más precisa si el programador utiliza los pedidos registrados, porque estos últimos representan una cantidad conocida.
A la inversa, si el pronóstico rebasa los pedidos registrados para una semana, el propio pronóstico proporcionará una estimación más acertada de los requerimientos para esa semana, porque algunos pedidos no habrán llegado
todavía.
los pedidos registrados de los clientes, reconociendo que el pronóstico está sujeto a errores.
Es posible que en algunas semanas no aparezca en el MPS una cantidad para un producto, porque ya existe un inventario suficiente.
1.2. Interfaces funcionales.
Operaciones de información de otras áreas funcionales para desarrollar un MPS con el cual sea posible alcanzar los objetivos y las metas de organización incorporadas al plan de producción.
porque
El MPS está sometidos a continua revisión
Los cambios introducidos al MPS requieren recursos adicionales, como cuando se incrementa la cantidad de pedido de un producto.
A menos que se autoricen más recursos para el producto en cuestión, se dispondrá de menos recursos para otros productos.
Algunas compañías han dispuesto que los vicepresidentes de marketing y manufactura deberán autorizar conjuntamente cualquier cambio significativo al MPS, a fin de garantizar la resolución mutua de ese tipo de cuestiones.
Las áreas funcionales suelen usar el MPS para su planificación habitual son:
Finanzas: utiliza el MPS para estimar presupuestos y flujo de efectivo.
Mercadotecnia: lo emplea para proyectar el efecto de los cambios en la mezcla de productos sobre la capacidad de la empresa, a fin de satisfacer las demandas de los clientes y administrar programas de entregas de artículos.
Manufactura: lo utiliza para estimar los efectos de los cambios introducidos en el MPS sobre las cargas de actividad en estaciones de trabajo cuya importancia es decisiva.
1.1. Proceso de programación maestro de producción.
INICIA CON LA INTERACCIÓN ENTRE
Los pedidos de los clientes
Los pronósticos
Los informes del estado de inventarios
La información de la capacidad de producción
SE DIVIDE EN 7 ETAPAS FUNCIONALES
Etapa 1: Análisis de la
situación.
Permite conocer la realidad en
la cual opera la organización.
Etapa 2: Diagnóstico de la situación.
Permite conocer las condiciones actuales
en las que desempeña la organización,
para ello es necesario establecer
mecanismos que permitan medir la
actual situación (tanto dentro como
fuera de la empresa).
Etapa 3: Declaración de objetivos corporativos.
Puntos futuros adonde la organización
pretende llegar. Estos objetivos deben
ser debidamente
cuantificables, medibles y reales;
puesto que luego han de ser medidos.
Etapa 4: Estrategias corporativas.
Necesidad de las empresas e instituciones para responder a las necesidades del
mercado (interno y externo)
Etapa 5: Planes de actuaciones.
Etapa 6: Seguimiento.
Conocer la manera en que se viene
aplicando y desarrollando las estrategias y
actuaciones de la empresa
Etapa 7: Evaluación.
El proceso que permite
medir los resultados, y ver como estos
van cumpliendo los objetivos
planteados.
PROCESO FORMAL DEL MPS
Pedidos de los clientes:
+cantidades de productos finales
+fechas de entrega
Cálculo del Plan Maestro de Producción
Programa maestro de producción
Pronósticos:
+cantidades de productos finales
+fechas de entrega
Estado del inventario:
+saldos
+recibos del material planeados
Capacidad de producción:
+tasas de producción
+tiempos muertos planeados